安平縣艾瑞金屬絲網(wǎng)有限公司
聯(lián)系人:李經(jīng)理
手機:13102786237
郵箱:634167315@qq.com
地址:安平城東工業(yè)園縣緯二路18號



安平縣艾瑞金屬絲網(wǎng)有限公司
聯(lián)系人:李經(jīng)理
手機:13102786237
郵箱:634167315@qq.com
地址:安平城東工業(yè)園縣緯二路18號
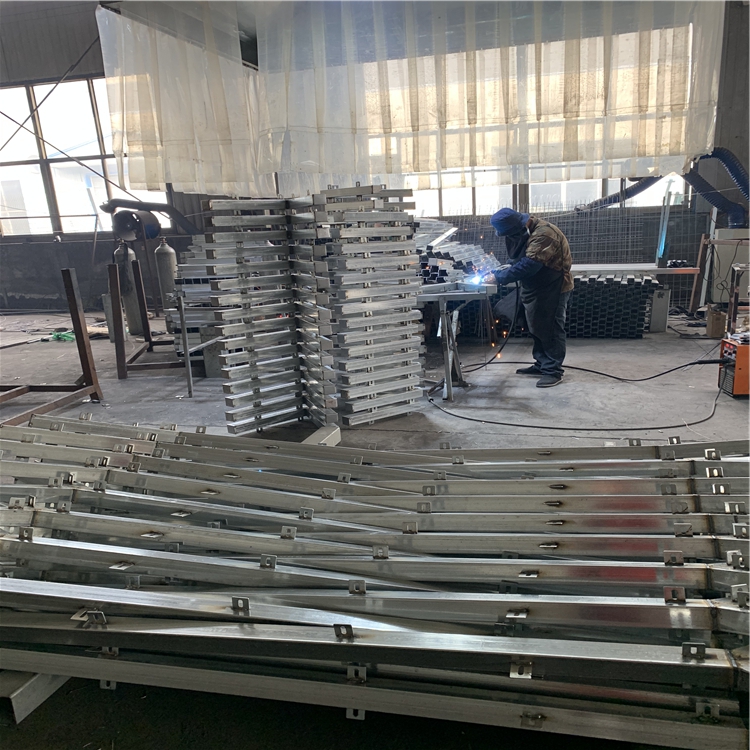
由于低碳鋼含碳量低,錳、硅含量也少,所以,通常情況下不會因焊接而產(chǎn)生嚴重硬化組織或淬火組織。低碳鋼焊后的接頭塑性和沖擊韌度良好,焊接時,一般不需預熱、控制層間溫度和后熱,焊后也不必采用熱處理改善組織,整個焊接過程不必采取特殊的工藝措施,焊接性優(yōu)良。但在少數(shù)情況下,焊接時也會出現(xiàn)困難:
1、采用舊冶煉方法生產(chǎn)的轉爐鋼含氮量高,雜質含量多,從而冷脆性大,時效敏感性增加,焊接接頭質量降低,焊接性變差。
2、沸騰鋼脫氧不完全,含氧量較高,P等雜質分布不均,局部地區(qū)含量會超標,時效敏感性及冷脆敏感性大,熱裂紋傾向也增大。
3、采用質量不符合要求的焊條,使焊縫金屬中的碳、硫含量過高,會導致產(chǎn)生裂紋。如某廠采用酸性焊條焊接Q235-A鋼時,因焊條藥皮中錳鐵的含碳量過高,會引起焊縫產(chǎn)生熱裂紋。
4、某些焊接方法會降低低碳鋼焊接接頭的質量。如電渣焊,由于線能量大,會使焊接熱影響區(qū)的粗晶區(qū)晶粒長得十分粗大,引起沖擊韌度的嚴重下降,焊后必需進行細化晶粒的正火處理,以提高沖擊韌度。總之,低碳鋼是屬于焊接性最好、最容易焊接的鋼種,所有焊接方法都能適用于低碳鋼的焊接。